





- Dettagli
Benvenuti in questo lunghissimo articolo sull'uso di Ultimaker Cura.
Se non avete ben chiaro a cosa serva e a come funzioni uno slicer, vi consiglio di leggere il mio articolo dedicato "Cos'è e come funziona uno Slicer", in modo che possiate aver ben chiaro perchè lo si usi per creare files da poter inviare alle stampanti 3d.
Data la complessità dell'argomento, ho cercato di suddividere Argomenti e trattarli singolarmente.. spero di essere riuscito a facilitare ricerca e lettura dei diversi aspetti di Cura.
Installazione di Ultimaker Cura 5.1.0
Collegatevi al link di Ultimaker e scaricare la versione più recente per il vostro Sistema Operativo (al momento è disponibile per Windows 64bit, Linux e Mac iOS).
Una volta installato, apritelo, cliccate su "Setting" e "Aggiungi Stampante".
Selezionate dalla lista la vostra (sono certo che è nella lista) e a questo punto siete pronti per iniziare la vostra avventura in Cura.
Impostazioni e Funzioni di Cura
Ecco una lista degli argomenti trattati in questa Guida:
Ultimaker Cura: Impostazioni Principali
Questo Articolo è ancora in lavorazione ad oggi 10 Agosto 2022...
Tornate per gli aggiornamenti!
- Dettagli
 E' il momento di comprare del filamento da usare per le vostre stampe.
E' il momento di comprare del filamento da usare per le vostre stampe.
Leggo molte domande simili di utenti che chiedono consigli su che Marca o filamento orientarsi.
Partiamo dal presupposto che la scelta sta sempre in base a COSA avete intenzione di stampare e con QUALI materiali la vostra stampante 3D può funzionare.
Normalmente, una stampante a filamento comune, supporta filamenti di tipo TPU, PLA, ABS, PETG.
Il più usato è ovviamente il PLA perchè ha caratteristiche più versatili, è facile da stampare ma, soprattutto, non crea odori strani durante la fusione ed è poco tossico.
Attenzione: non ho detto NON tossico..... la fusione del PLA diffonde comunque nanoparticelle tossiche nell'aria, per cui è sempre meglio areare bene dove utilizzate la vostra stampante.
E' comunque il più facile da stampare ed è sufficientemente resistente, adatto quindi anche a pezzi sottoposti ad una discreta forza.
E' poco resistente però al calore e ai raggi UV, quindi inadatto per realizzare pezzi di carena di moto (o comunque oggetti esposti agli eventi atmosferici in generale) o pezzi interni dell'abitacolo di un veicolo (al sole, d'estate, ad una temperatura elevata, potrebbero deformarsi).
Per questo tipo di oggetti è decisamente meglio buttarsi su ABS o PETG, un pochino più ostici e da stampare assolutamente in locali ove non soggiornate e molto ben areati (un garage sarebbe meglio, non solo per l'odore, ma anche per le sostanze emanate dalla fusione).
L'ultimo, il TPU, è una specie di gomma dura ed è un filamento eccellente per componenti che devono essere "gommosi" e non rigidi (i piedini di una scala, per esempio, o un portachiavi).
Normalmente le Bobine che dovrete cercare, sono con Filamento da 1.75mm e ne esistono di mille marche diverse e altrettanti colori.
Nella stragrande maggioranza dei casi, comunque, il PLA è il filamento più usato.
Se siete alle prime armi, è inutile che andiate alla ricerca del filamento perfetto di marca costosa, perchè non basta in questo caso, l'abito per fare il monaco.
Prima di riuscire ad arrivare alla qualità elevata di una stampa, non solo dovrete imparare come gestire il filamento e la stampa, ma anche fare i giusti settaggi nello slicer che andrete ad usare.
Lo slicer, di cui ne parlo nell'articolo dedicato Usare uno slicer per stampare: Ultimaker Cura, è il software che userete per preparare un oggetto alla stampa.
Il mio personale consiglio è di prendere una prima Bobina "a prezzo" in modo che possiate esercitarvi bene senza preoccuparvi troppo dei costi.
Se ne trovano anche attorno ai 12€ su Amazon, ma i PLA di qualità possono arrivare anche sopra ai 30€/Kg.
Resta il fatto che, comunque, ognuno ha i suoi gusti e preferenze, quindi se cercare un PLA di media qualità, potere andare su GST3D che fa importanti promozioni su 10kg per volta, altrimenti potere scegliere una Bobina di vostra preferenza su Amazon o stare su qualità alte come Sunlu e Geeetech (tanto per citarne un paio).
Non sottovalutate anche la questione colori...
Se la vostra intenzione è quella di verniciare i pezzi realizzati, è inutile andare alla ricerca di colori particolari (il grigio è probabilmente il colore più azzeccato per essere verniciato), altrimenti potrete andare anche su Filamenti che sembrano legno, o marmo, fluorescenti o trasparenti.... per tutti i gusti!
Attenzione poi che per ogni filamento avrete bisogno di trovare la giusta temperatura di stampa, come ho descritto nell'articolo dedicato Trovare la temperatura ideale di stampa di un filamento PLA che è comunque valido, come discorso, per ogni tipo di materiale.
Indicativamente, però, i materiali diversi hanno caratteristiche diverse ed un range di fusione diverso l'uno dall'altro:
PLA: 180°-220°, con Bed a 60°
ABS: 255°, con Bed a 80°
PETG: 245°, con Bed a 70°
TPU: 240°, con Bed a 0°
Questi sono dati di temperature molto indicativi e sommari, presi da tabelle sul Web generiche che, comunque, potrebbero variare anche di parecchio in base alle marche e alla vostra stampante.
A voi la scelta e buona spesa!
- Dettagli
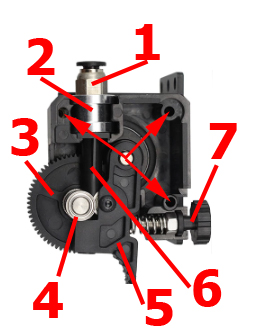
Questo meccanismo spinge il filamento, attraverso il tubo bianco TPFE, direttamente nella gola dell'Hotend che poi fuoriesce dall'Ugello.
 L'Estrusore è soggetto ad usura e si sporca, quindi è importante descriverlo in modo tale che saprete come intervenire nella sostituzione degli elementi.
L'Estrusore è soggetto ad usura e si sporca, quindi è importante descriverlo in modo tale che saprete come intervenire nella sostituzione degli elementi.
La figura di riferimento, qui a destra, lo mostra aperto.
Prima di qualunque intervento sul Gruppo Estrusore, rimuovete il filamento (se l'avete caricato) e tenete spenta la stampante.
Per togliere il coperchio del Gruppo Estrusore, è sufficiente svitare le 3 brugole (indicate dalle frecce rosse nella Figura) e togliere il Coperchio di chiusura.
Attenzione ai vari pezzi che potrebbero cadere fuori: aprite il coperchio delicatamente.
1. Raccordo Rapido Pneumatico e Tubo TPFE
Il Componente n. 1 nella Figura è un Raccordo Rapido Pneumatico ed è avvitato sul fermo in metallo (Componente n. 2 nella Figura).
Serve a bloccare il Tubo TPFE.
Quando la cornice nera è sollevata, il tubo è in blocco; tenendo premuta la cornice nera, il tubo TPFE è libero di essere estratto.
Questa operazione la farete parecchie volte, quindi imparate a farla molto bene altrimenti danneggerete subito sia il tubo che lo stesso Raccordo Rapido Pneumatico.
Quando uno dei due non tiene più, il tubo fuoriesce dal Raccordo e l'Estrusore spinge il filamento senza poterlo dirigere all'Hotend.
Per essere più chiari, quando arriva il momento di sostituire uno dei due, ve ne accorgerete benissimo... ma quale dei due?
Molto semplice: prendete un tubo TPFE nuovo, inseritelo nel Raccordo Rapido Pneumatico del vostro Gruppo Estrusore e provate ad estrarlo con la cornice nera posizionata in blocco (sollevata).
Se uscirà facilmente, vuol dire che è il Raccordo danneggiato e andrà sostituito, altrimenti è il Tubo TPFE danneggiato che dovrete sostituire.
Se non è troppo vecchio, potete anche scegliere di accorciarlo di qualche cm tagliando la parte rovinata e provando se tiene, altrimenti cambiatelo con uno nuovo nuovo.
Entrambi gli elementi li trovare tranquillamente come pezzi di ricambio su Amazon cercando, appunto, Tubo TPFE.
Personalmente, ho scelto il pacchetto dei Tubi e Raccordi insieme perchè li ho trovati davvero vantaggiosi come prezzo.
Tenete sempre qualche ricambio di questi due componenti perchè, quando saltano, vi sarà impossibile proseguire con le vostre stampe.
Se invece dovrete sostituire il Raccordo Rapido, dovrete rimuoverlo dal Gruppo Estrusore assieme al Blocco in metallo a cui è avvitato.
Dò ovviamente per scontato che abbiate già tolto il tubo TPFE.
Con una tenaglia, un Pappagallo o una pinza, tenete fermo il Blocco in Metallo (non vi preoccupate di rovinarlo con graffi, non inficerà sulla sua funzione) e con una chiave svitate il Raccordo.
Avvitateci quello nuovo e reinserite il tutto nel Gruppo Estrusore.
Questo intervento sarà un'operazione che dovrete compiere piuttosto sovente: personalmente, cambio Raccordi ogni 2/3 mesi circa.
3. Ingranaggio Principale di Spinta
Il Componente n. 3 nella Figura è l'ingranaggio che fa pressione sul filamento e lo spinge all'interno del raccordo in plastica (Componente n. 6 nella Figura), che entra poi nel Tubo TPFE a sua volta bloccato nel Raccordo Rapido Pneumatico.
L'alberino sul quale lavora è alloggiato tra due cuscinetti (Componente n. 4 nella Figura) che, a volte, possono saltare.
Potete trovare questi cuscinetti di ricambio su Amazon cercando dei cuscinetti da 6mm, Diametro Interno 10mm, OD 3mm (per questo Estrusore particolare della Anycubic iMega 3S, ma di norma i cuscinetti son quelli.. basta comunque fare una piccola verifica sulle misure).
Se un cuscinetto si guasta o lavora male, avrete certamente problemi di estrusione e molto probabilmente sentirete anche dei rumori insoliti provenire al Gruppo Estrusore.
L'Ingranaggio di Spinta preme quindi direttamente sul Filamento quindi, come potete bene immaginare, col tempo tende a raccogliere materiale tra i denti, rendendo il suo lavoro meno efficace.
Proprio per questo motivo è necessario, ogni tanto (io lo faccio ogni circa 200/300 ore di stampe) smontare l'ingranaggio, pulire bene lo sporco da dentro tutto il gruppo, lubrificare i cuscinetti e rimontare i componenti.
I Cuscinetti li potete lubrificare con lo stesso Lubrificante al PTFE WD-40 che usate per la Manutenzione Ordinaria della Stampante.
Per togliere tutti i componenti del Gruppo, vi conviene partire dalla Vite Regolatrice di Pressione (Componente n. 7 nella Figura), poi il Grilletto di Sblocco (Componente n. 5 nella Figura), Raccordo in plastica (Componente n. 6 nella Figura), l'ingranaggio con i cuscinetti e infine il Blocco con il Raccordo Pneumatico.
Rimontate poi il tutto montando i componenti in sequenza inversa (Raccordo Pneumatico, Ingranaggio, Raccordo in Plastica, Grilletto, Vite Regolatrice.
7. Vite Regolatrice di Pressione
Questo Componente (Componente n. 7 nella Figura) vi permette di regolare la pressione tra il filamento e l'Ingranaggio di Spinta.
Cercate, da nuova, di tenerla quasi al minimo: andrà regolata più in profondità a mano a mano che, col tempo, i denti dell'Ingranaggio di Spinta si deterioreranno e faranno meno atrito sul filamento.
- Dettagli
Inserire un nuovo Filamento
Inserire il filamento è un passaggio davvero facile, ma che deve essere fatto bene per non rovinare alcuni pezzi che sono soggetti ad usura e che ogni tanto dovranno essere sostituiti.
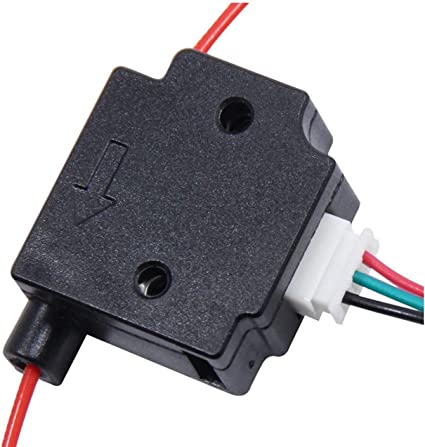 Appoggiate la Bobina di filamento sul braccio si sostegno fate passare il filamento attraverso il sensore di rottura.
Appoggiate la Bobina di filamento sul braccio si sostegno fate passare il filamento attraverso il sensore di rottura.
C'è una freccia stampata sul lato ad indicare in quale direzione il filo deve entrare, quindo è impossibile sbagliare.
Quel sensore interrompe la stampa nel caso in cui, appunto, il filamento finisca o si rompa.
Se siete interessati ad eliminarlo, potete leggere l'articolo in dettaglio "Eliminare il sensore di Filamento".
Una volta fatto passare nel sensore, il filamento deve entrare nel Gruppo Estrusore.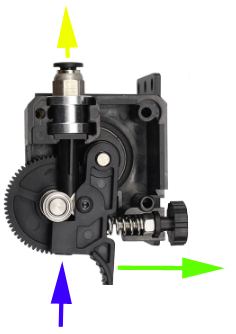
Se volete saperne di più su questo Componente, vi consiglio di dare una lettura al mio articolo dedicato: Gruppo Estrusore: Descrizione, Funzionamento e Manutenzione.
Tirate leggermente il Grilletto nella direzione della Freccia Verde ed inserite il filamento nel piccolo buco indicato dalla Freccia Blu.
Continuate a spingere e noterete che il filamento esce in direzione della Freccia Gialla all'interno del Tubo TPFE.
Spingetelo all'interno fino a circa un 10 cm dall'Hotend e rilasciate il grilletto.
Se ancora la stampante è spenta, accendetela, entrate nel Menù "Tools", selezionate la funzione "Filament" e poi "Filament In".
Apparirà un messaggio in cui verrete avvertiti che prima di procedere al caricamento del filamento, la stampante provvederà a riscaldare l'Hotend.
Quando la temperatura dell'Hotend sarà attorno ai 180° circa, potrete di nuovo premere "Filament In" e sentirete il Gruppo Estrusore lavorare.
Controllate l'Ugello e aspettate che cominci a fuoriuscire il filamento.
Lasciare scorrere tutto per una decina di secondi abbondanti e poi premete il tasto "STOP".
Il Filamento è stato caricato correttamente e tutto è pronto per la stampa.
Rimuovere un Filamento
Per procedere alla rimozione del filamento, accendete la vostra stampante ed entrate nel Menù "Tools", selezionate la funzione "Filament" e poi "Filament Remove".
Come per il "Filament In", la stampante provvederà a riscaldare l'Hotend prima di far arretrare il filamento.
Quando la temperatura dell'Hotend sarà attorno ai 180° circa, potrete di nuovo premere "Filament Remove" e sentirete il Gruppo Estrusore lavorare.
Lasciate che il filamento arretri nel Tubo TPFE per un buon 20cm circa, poi potrete interrompere l'operazione e proseguire a mano.
Cliccate su "STOP", premete la cornice del Raccordo Rapido Pneumatico sul Gruppo Estrusore ed estraete il Tubo TPFE dal raccordo.
Ora sfilate il filamento dal Tubo TPFE: avvertirete una certa resistenza nell'estrarlo, perchè la parte finale del filamento sarà leggermente rigonfia.
Una volta estratto il filamento dal Tubo TPFE, tagliate la parte rigonfia e/o rovinata del filamento, premete il grilletto di rilascio del Gruppo Estrusore e sfilate il filamento anche da lì.
Rimettere il Tubo TPFE nel Raccordo dell'Estrusore.
Facile, no?
- Dettagli
 Sempre più spesso mi ritrovo a leggere richieste di aiuto per problemi di stampa di PLA con le vostre stampanti 3D.
Sempre più spesso mi ritrovo a leggere richieste di aiuto per problemi di stampa di PLA con le vostre stampanti 3D.
Sottoestrusione, aderenza al Bed, sovraestrusione, stringing.... i motivi son sempre gli stessi.
Quello principale è soprattutto che una stampante 3d non è come una comune stampante a inkjet che collegate semplicemente al vostro laptop e usate anche senza alcuna esperienza....
La stampante 3D è, almeno per ora, decisamente uno strumento più complesso e se non volete stampe fallite o difettose, un minimo di conoscenza del prodotto lo dovete per forza avere.
Mettetevi l'animo in pace: dovete capirne per forza qualcosa e, se ancora non ne capite, dovete imparare.
Sono certo che se non siete dei grandi esperti o maniaci informatici, avete quasi sicuramente saltato uno dei passaggi qui sotto, prima di passare al vero utilizzo della vostra nuova stampante.
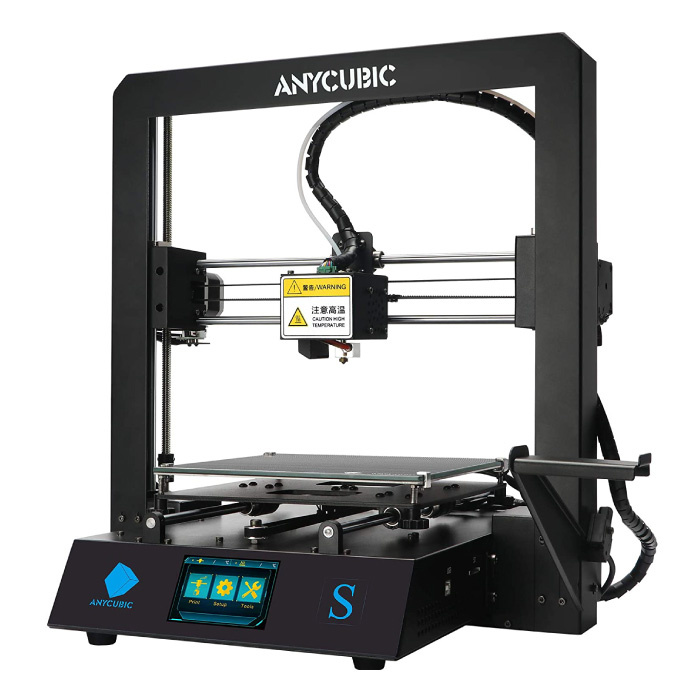
In questo caso specifico, la stampante è una Anycubic iMega 3S (una delle più economiche in commercio), a filamento, con un Bed Ultrabase.
Ho così pensato di realizzare questa Guida che è una serie di miei articoli, tramite i quali, sono certo, risolverete il 99% dei problemi con la vostra stampante 3d a filamento.
Passo 1: Livellamento meccanica della Anycubic iMega 3S
Passo 2: Livellamento del Bed
Passo 3: Pulizia del Bed
Passo 4: Inserire e rimuovere un filamento
Passo 5: Taratura dell'Estrusore della Stampante 3D
Passo 6: Trovare la temperatura ideale di stampa di un filamento PLA
Passo 7: 3D Benchy (Test di stress)
Usare uno Slicer
- Cos'è e come funziona uno Slicer
- Ultimaker Cura: Impostazioni Principali
- Ultimaker Cura: Impostazioni di Stampa
- Qualità
- Pareti
- Velocità
Consigli Vari
- Acquistare un Filamento: quale scegliere?
- Cura e stoccaggio delle Bobine di filamento
- Oggetti in 3D da stampare: dove trovarli?
- Stampa 3D: orientare correttamente un oggetto sul piano di stampa.
Manutenzione Ordinaria e Straordinaria
- Gruppo Estrusore: Descrizione, Funzionamento e Manutenzione
- Eliminare il Sensore di Filamento
- Sostituzione Ugello
- Sostituzione Hotend
- Sostituzione Raccordo Rapido Pneumatico
La Guida è ancora in fase di ultimazione quindi non restateci male se qualche articolo manca o è incompleto.
Sto lavorando per rendere la vostra esperienza nella stampa 3d più semplice possibile.
Restate connessi per non perdervi i prossimi sviluppi!