





- Dettagli

Grazie alle Stampe 3D, si possono realizzare anche modelli 3D come la mappa di Los Santos, località famosa per gli assidui gamers di GTAV.
La stampa è stata effettuata con PLA GTS3D Silver a risoluzione di 0.1mm, poi sono state date 4 mani leggere di Primer spray e successivamente è stato dipinto con colori acrilici della Vallejo.
- Dettagli
 Gironzolando su Facebook, mi è capitato molto spesso di leggere l'inserzione sponsorizzata da GST 3D (Spagnola) che ci propone 10kg di PLA+ a 9,90€/kg.
Gironzolando su Facebook, mi è capitato molto spesso di leggere l'inserzione sponsorizzata da GST 3D (Spagnola) che ci propone 10kg di PLA+ a 9,90€/kg.
Inutile sottolineare quanto sia vantaggiosa quest'offerta, dato che un prezzo normale si aggira tra i 18€ e i 26€ circa (almeno quelli che ho avuto la possibilità di provare io fino a questo momento).
Così mi decido, data anche la scarsità di filamento bianco e nero che ho qui, ad ordinare una prova; la domenica sera faccio l'ordine (su https://gst3d.eu/it/) e prendo i miei 10kg di filamento PLA+ di vari colori, pago e mi metto in attesa.
Mercoledì mi arriva la merce con UPS.. davvero molto veloci...
Apro il pacco e controllo se tutto corrisponde all'ordine: 1kg Crystal, 1kg Nafta Super, 1Kg Fluorescent Orange, 1Kg Fluorescent Green, 1Kg White, 3Kg Black e 2Kg Silver.
 C'è tutto: procedo immediatamente a testare i filamenti.
C'è tutto: procedo immediatamente a testare i filamenti.
Normalmente, i parametri di stampa che utilizzo sulla mia Anycubic Mega3 S sono:
Temperatura di Estrusione: dipende dal Filamento
Temperatura del Bed: dipende dal Filamento
Risoluzione Strato: 0.20mm
Risoluzione Strato 1° Layer : 0.30mm
Numero Linee Perimetrali: 3
Strati Superiori: 6
Strati Inferiori: 6
Riempimento: 10%
Velocità di Stampa: 50mm/s
Velocità di Riempimento: 80mm/s
Supporto: disattivato
Adesione al Piano: Skirt
Lo slycer che utilizzo è Cura ver.4.8.0
PLA+ GST3D Crystal
 Apro immediatamente il cartone del PLA+ Crystal che è quello che più mi incuriosisce e, a parte i cartoni delle confezioni che appaiono piuttosto sporchi, noto anche che la bobina sul quale è avvolto il PLA sembra "riciclata" ed è molto rovinata.
Apro immediatamente il cartone del PLA+ Crystal che è quello che più mi incuriosisce e, a parte i cartoni delle confezioni che appaiono piuttosto sporchi, noto anche che la bobina sul quale è avvolto il PLA sembra "riciclata" ed è molto rovinata.
Ok, per 9,9€/kg non è che possa fare così lo schizzinoso.... quello che conta è soprattutto il PLA, quindi metto subito la bobina sul supporto, lo carico nella mia Anycubic Mega 3S e lancio la stampa della mia solita Temp Tower, di standard con Temperatura di Estrusione che va dai 190° ai 220° e Temperatura del Bed a 60° per poter apprendere i giusti parametri.
Sulla bobina è indicata una temperatura si estrusione dai 180° ai 220° e una temperatura del Bed tra i 40° e i 60°.
Mi accorgo immediatamente che la temperatura più adatta è a 200°, quindi fermo la stampa della Temp Tower e lancio una prima stampa di prova impostando, appunto, 200° di estrusione e 40° per il Bed.
In effetti sembra che il risultato sia corretto e l'effetto Crystal è convincente.
Provo a stampare la mia 3D Benchy per l'"Archivio" ma ormai quasi alla fine, il pezzo di stacca dal piatto durante qualche tocco nello spostamento dell'ugello in fase di finitura del tetto della cabina e mi tocca interrompere la stampa; il Bed... troppo basso a 40° (sì, anche lo Z-Hop è una soluzione, ma avendo sempre stampato tutte le mie 3DBenchy con le stesse impostazioni, è chiaro che l'adesione al piano non è corretta).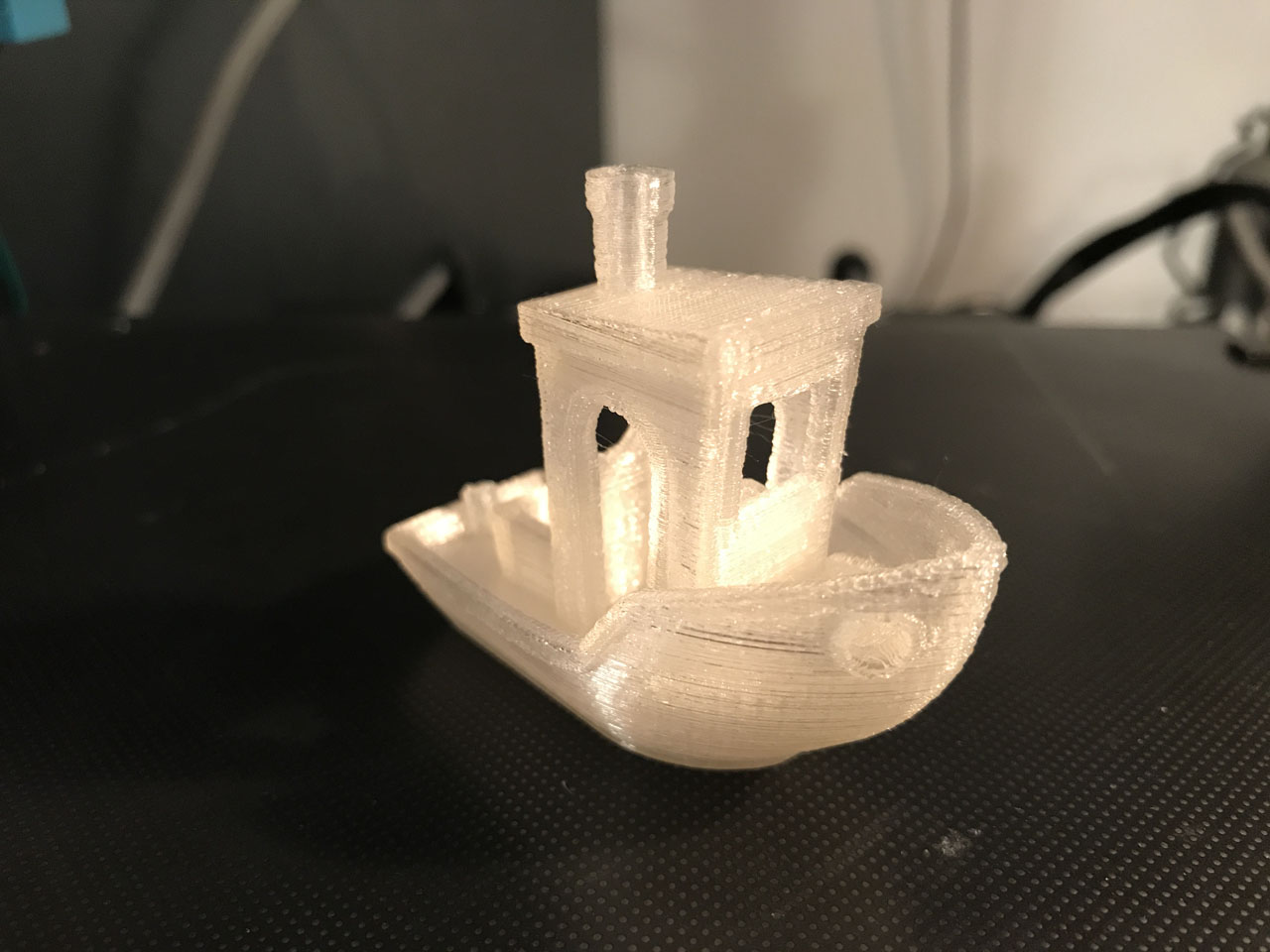
Ritento con un Bed a 60° e infatti tutto procede a meraviglia.
Alla fine la mia 3D Benchy è stampata, in modo corretto e il filamento sembra buono.
Ok, non sono un esperto e non ho anni di stampe alle spalle, ma considerato il paragone con filamenti che ho anche di marchi blasonati come la Sunlu, non noto particolari differenze... sicuramente non da giustificare una differenza di 15€ al chilo...
E' anche per questo che serve stampare le 3DBenchy e tenerle in archivio.... per far questi paragoni.
Qui l'effetto del PLA+ Crystal è decisamente molto particolare: fate attenzione che essendo trasparente, sarà meglio ricordarsi di scegliere un riempimento al 100% per non vedere le griglie all'interno di un oggetto.
Risultato quindi positivo, con impostazioni di:
Temperatura di Estrusione: 200°
Temperatura Bed: 60°
PLA+ GST3D Nafta Super
 Il secondo filamento che mi incuriosisce di più è sicuramente il color Petrolio, da GST 3D indicato come "Nafta Super" ed è quello strano misto tra verde e blu.
Il secondo filamento che mi incuriosisce di più è sicuramente il color Petrolio, da GST 3D indicato come "Nafta Super" ed è quello strano misto tra verde e blu.
Apro la confezione e anche stavolta mi accorgo che la bobina è riciclata.
Metto il filamento nella stampante e rilancio la mia solita Temp Tower.
Registro una Temperatura ottimale a 195° e procedo alla stampa della mia solita Mini-Bobina e della 3DBenchy, impostando il mio Bed ancora a 60° (vedo che questa temperatura è quasi sempre ottimale per il PLA per avere un'ottima aderenza).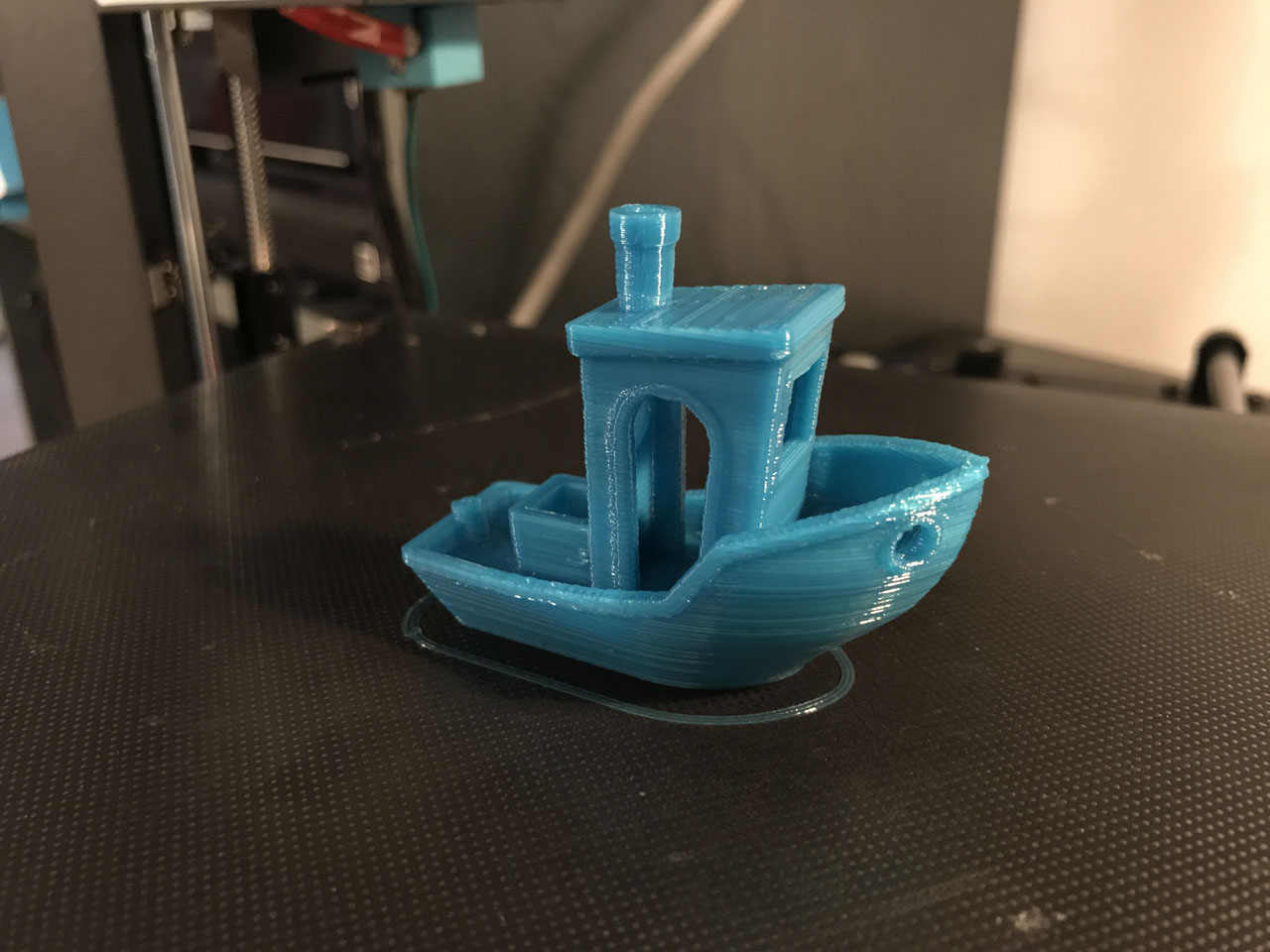
Finite le stampe, controllo il risultato e devo ammettere che è di buona qualità.
Il colore è meraviglioso... in base alla luce, a volte sembra verde, altre blu.... molto particolare.
Risultato, anche qui, decisamente positivo, con impostazioni di:
Temperatura di Estrusione: 195°
Temperatura Bed: 60°
PLA+ GST3D Silver
 Proprio quando sto per prendere in mano la confezione del filamento Orange Fluo, mi scappa l'occhio sul grigio che avevo ordinato... mi pare molto diverso dal grigio che ho attualmente della EnotePad.
Proprio quando sto per prendere in mano la confezione del filamento Orange Fluo, mi scappa l'occhio sul grigio che avevo ordinato... mi pare molto diverso dal grigio che ho attualmente della EnotePad.
In effetti è decisamente più chiaro e sembra proprio più argento... la cosa mi incuriosisce.
Inserisco il Silver della GST 3D nella mia stampante e lancio le mie solite stampe per recuperare le impostazioni di stampa.
Certo che sono proprio arrotolati male, rispetto a marche come la GiantArm.... e anche qui Bobina riciclata... ma il filamento sembra davvero bello!
La Mini-Bobina sembra buona, ma la 3DBenchy è davvero pessima.... è forse la peggiore che abbia mai stampato.
Ha ogni tipo di difetto: da quel che sembra sottoestrusione ad evidenti arricciamenti che hanno modificato la linea della prua e altri grani sulla fiancata.
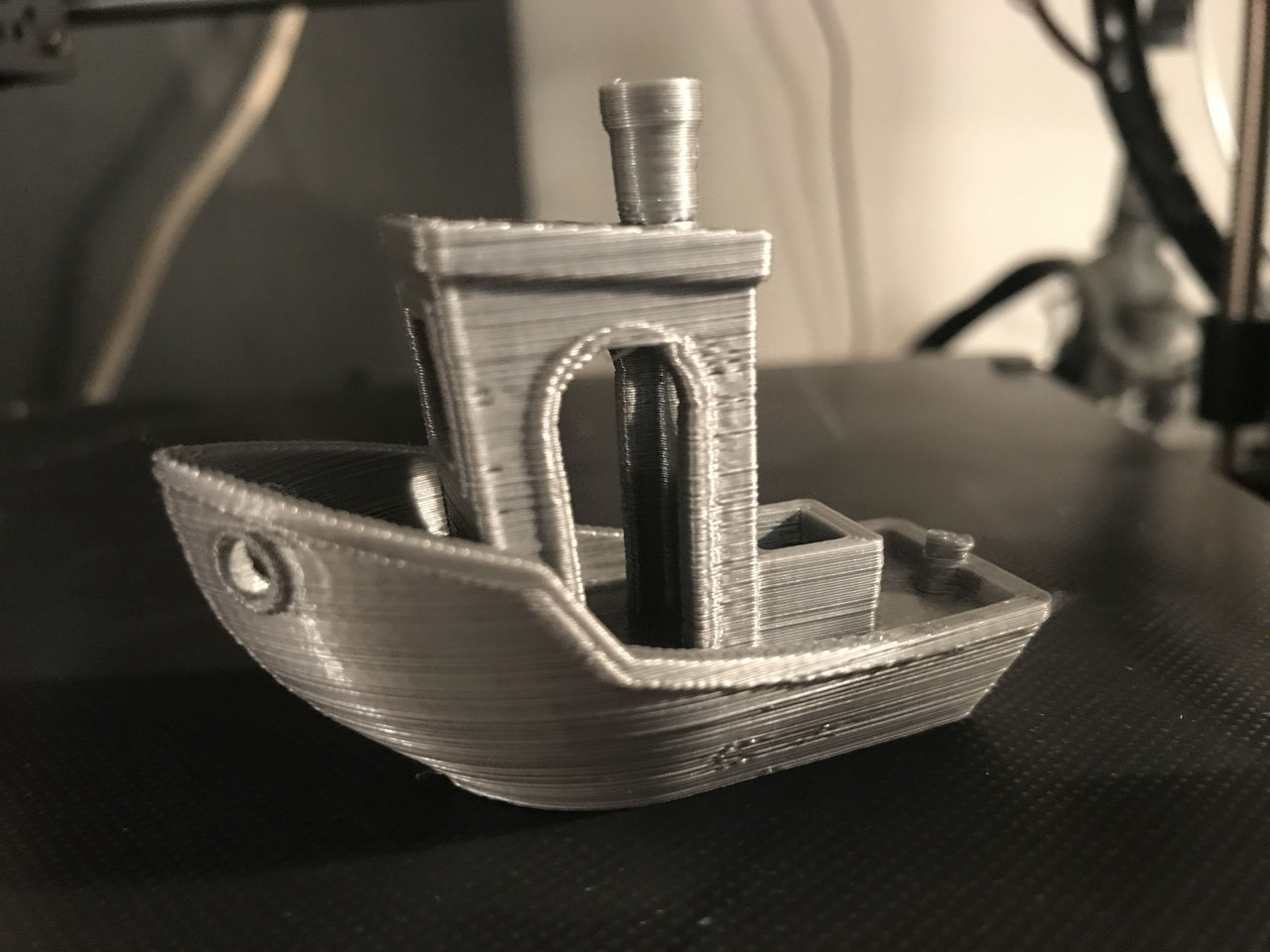 Paragonandola a quella stampata con il PLA della EnotePad Grigio la differenza di qualità si nota eccome, anche se il colore di questo filamento è decisamente più argenteo e vivace, donando alle stampe un effetto quasi metallico.
Paragonandola a quella stampata con il PLA della EnotePad Grigio la differenza di qualità si nota eccome, anche se il colore di questo filamento è decisamente più argenteo e vivace, donando alle stampe un effetto quasi metallico.
Dato che era da diversi giorni che non mi preoccupavo più dell'allineamento del piatto (avendo sempre stampe corrette), dò una pulita al mio Bed con l'Alcool Isopropilico e procedo ad allineare il piatto con il mio spessorimetro da 0.10mm.
In effetti, ho riscontrato un allineamento non proprio perfetto.... ugello troppo vicino al piatto.
Mi resta comunque un piccolo dubbio sulla temperatura che ho scelto... mi sembrava 195° l'ottimale ma ora, che riprendo in mano la Temp Tower, mi accorgo che forse è più indicata un 210°... così imposto la nuova temperatura di estrusione (il Bed a 60° era perfetto) e rilancio la stampa della mia 3DBenchy.
Niente da fare.
Cioè.. la stampa è migliorata leggermente, ma è comunque piena di difetti... quasi sicuramente dovuti alla qualità del filamento.
In questo caso, filamento bocciato.
Setto comunque le impostazioni di stampa:
Temperatura di Estrusione: 210°
Temperatura Bed: 60°
PLA+ GST3D Fluorescent Orange
 Prendo subito in mano uno dei due filamenti Fluo che ho ordinato e testo l'Orange.
Prendo subito in mano uno dei due filamenti Fluo che ho ordinato e testo l'Orange.
A prima vista sembra di aprire la confezione di una marca totalmente diversa: la bobina è evidentemente nuova di pacca e il filamento arrotolato alla perfezione!
Inserisco il filamento nella mia Anycubic e lancio le mie solite stampe il sequenza: Temp Tower, Mini-Bobina e 3DBenchy.
Devo interrompere la stampa della Temp Tower alla fine del 6° livello (a 215°) perchè il pezzo si stacca dal piatto: non so perchè, ma avevo immaginato che servisse una temperatura più alta per un'aderenza ottimale... proverò ad impostarla a 65°, mentre per l'estrusione, 205°/210° dovrebbero essere corretti.
Lancio la stampa della Mini-Bobina comunque col piatto a 60° per conferma e, infatti, anche quella tende a staccarsi: imposto con Cura la stampa della 3DBenchy col piatto a 65° e 70° per lo strato iniziale.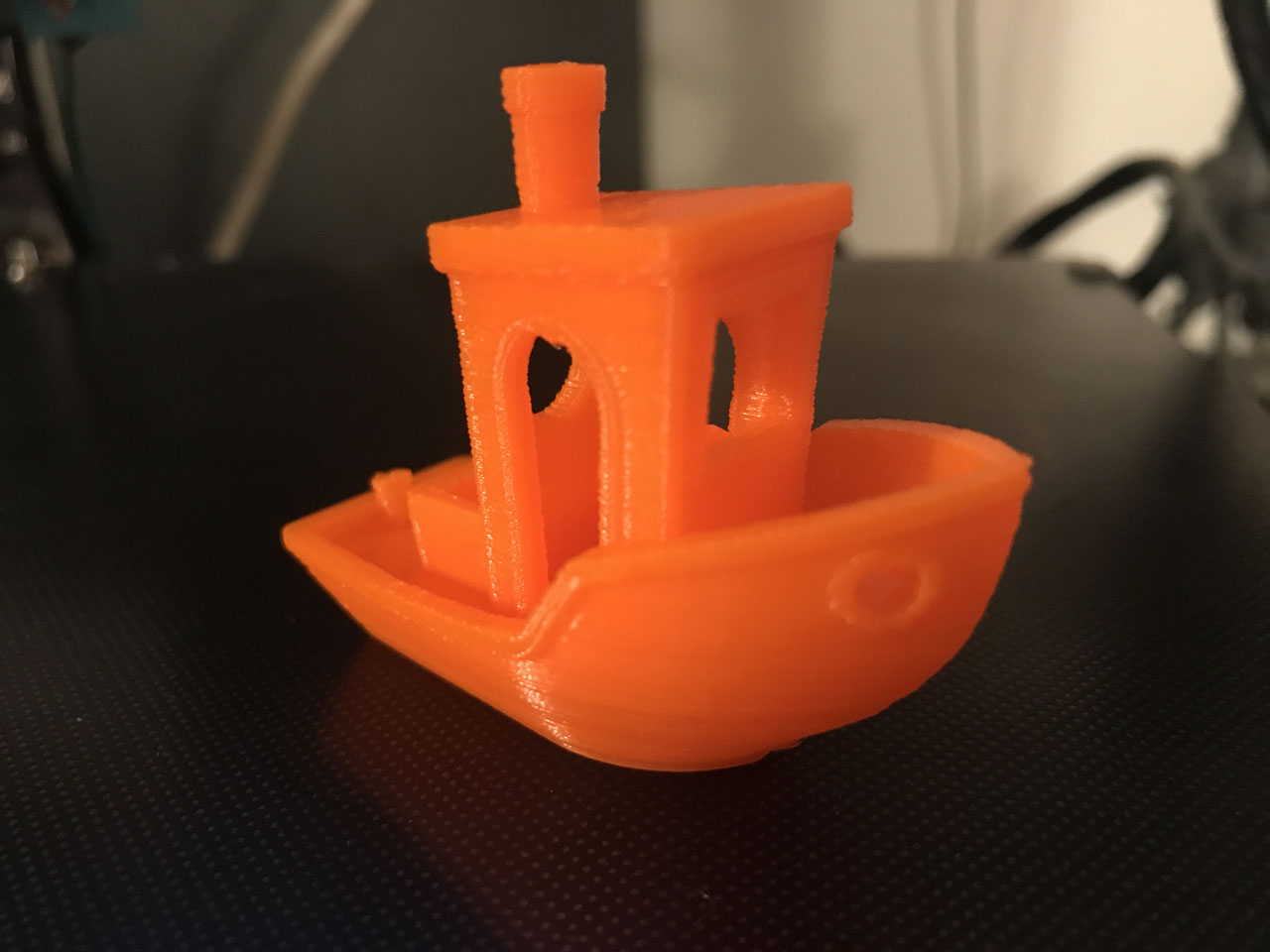
La mia 3DBenchy viene stampata molto bene, senza alcun difetto particolare e anche l'aderenza al piano è sufficiente.
Filamento ottimo e buon effetto, senza alcuna trasparenza.
Temperatura di Estrusione: 210°
Temperatura Bed: 70° strato iniziale - 65° successivi
PLA+ GST3D Flourescent Green
 Apro la confezione del filamento PLA Fluorescent Green e la prima cosa che penso è "sembra identico al Fluorescent Orange, colore a parte, bobina riciclata a parte e avvolgimento del filamento sulla bobina a parte".
Apro la confezione del filamento PLA Fluorescent Green e la prima cosa che penso è "sembra identico al Fluorescent Orange, colore a parte, bobina riciclata a parte e avvolgimento del filamento sulla bobina a parte".
Insomma... per ora l'unica bobina nuova con un filamento arrotolato bene è stata la Fluorescent Orange... 1 su 5...
Lo inserisco quindi nella stampante e lancio immediatamente la stampa della Mini-Bobina, saltando la Temp Tower, dando per scontato che le temperature di estrusione e di Bed saranno pressochè identiche, utilizzando quindi i files gcode di quelli utilizzati per il filamento Orange.
In effetti, la Mini-Bobina è la fotocopia in verde di quella arancio, con gli stessi identici difetti di aderenza al piano di stampa... ottimo.... posso lanciare anche la 3DBenchy col file gcode impostato per il Fluorescent Orange.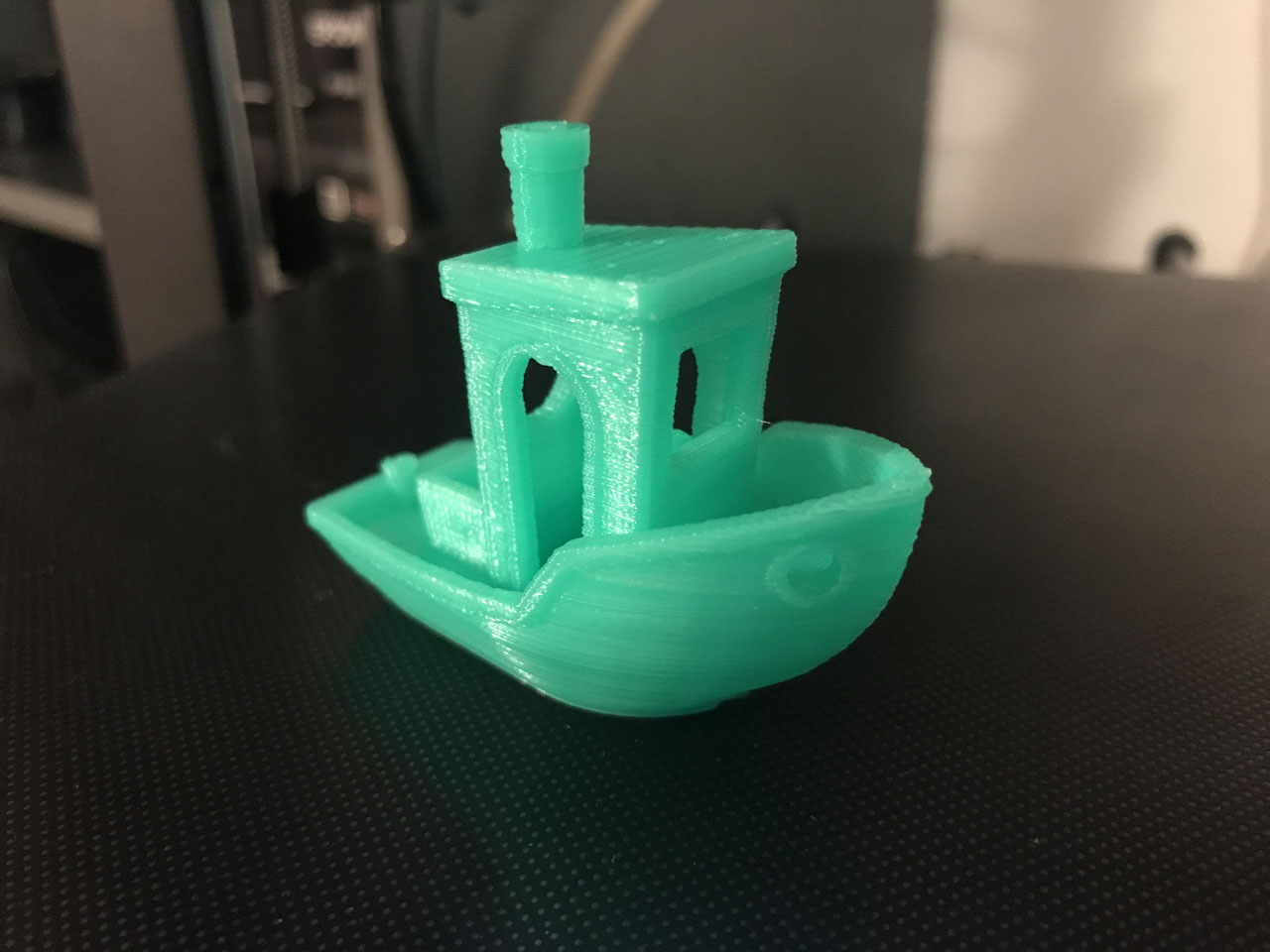
La 3DBenchy viene infattamente [cit. Cetto La Qualunque] stampata nello stesso identico modo e mi conferma che i due filamenti sono gemelli.
Filamento buono ed effetto interessante, senza alcuna trasparenza come nell'Orange.
Temperatura di Estrusione: 210°
Temperatura Bed: 70° strato iniziale - 65° successivi
PLA+ GST3D White
 Passiamo al test sul filamento PLA White: anche in questo caso bobina usata e filamento avvolto malino, ma il colore bianco sembra essere molto bello.
Passiamo al test sul filamento PLA White: anche in questo caso bobina usata e filamento avvolto malino, ma il colore bianco sembra essere molto bello.
Lo infilo nella stampante e lancio la stampa della Temp Tower ma, come inizia coi primi layers, mi accorgo immediatamente che questo filamento non attacca affatto al piatto e devo interrompere, alzare l'Hot End e rimuovere il pasticcio creato.
Come lo sfioro si stacca tutto.... non attacca per nulla...
Rilancio la stampa e stessa cosa di prima.... già ai primi layers, ad occhio, ci si accorge che non si attaccano affatto al bed, nonostante sia alla mia solita temperatura di 60°.
Non è proprio una bella partenza...
Fermo tutto un'altra volta, pulisco la porcheria, rifaccio il livellamento, pulisco il bed con l'Alcool Isopropilico e rilancio.
Ancora problemi di aderenza, ma questa volta riesco a stampare i primi layers e in qualche modo la torre comincia a salire; forse c'è solo da alzare un pelo la temperatura del Bed come mi è successo nei Fluo, anche se in realtà non avevo un problema così profondo con i due precedenti...
Così, ad occhio, ho come la sensazione che sia meno "white" del filamento PLA Labists che ho attualmente.
Ancora una volta mi trovo a dover interrompere la stampa della Temp Tower alla fine del 6° livello (a 215°) perchè il pezzo si stacca dal piatto; mi sa che anche per questo filamento va alzata la Bed Temperature a 70° per il primo strato, per poi magari scendere a 65°.
Imposto i parametri nuovi, con un'Estrusione a 200° e lancio la mia Mini-Bobina.
In effetti, con questa temperatura al Bed, già da subito si nota la differenza di adesione al piatto: sembra già migliorata, anche se i bordi della mia bobina tendono ancora a sollevarsi.. pazzesco!
A Mini-Bobina stampata, confronto il risultato con le mie stampe del PLA Labists Bianco e mi rendo conto che c'è una differenza; è come se il Bianco della Labists fosse un white da led e questo della GST3D bianco latte, quindi lancio una stampa 3DBench per vederne meglio l'effetto su un pezzo stampato decentemente.
A fine della stampa faccio il confronto e, quello che mi era parso a vista, effettivamente è esatto: è un bianco latte e la stampa è riuscita di buona qualità.
Problemi di adesione al Bed a parte (risolvibile alzando un pelo la temperatura), il filamento è in linea con la qualità degli altri filamenti.
Temperatura di Estrusione: 200°
Temperatura Bed: 70° strato iniziale - 65° successivi
PLA+ GST3D Black (test in corso)
 Apro una delle tre confezioni del PLA+ Black arrivato e mi ritrovo la solita bobina riciclata, ma con un filamento ben avvolto.
Apro una delle tre confezioni del PLA+ Black arrivato e mi ritrovo la solita bobina riciclata, ma con un filamento ben avvolto.
Ho appena effettuato una piccola manutenzione alla mia stampante, quindi mi aspetto massima aderenza: lancio quindi la stampa della Temp Tower.
Questa volta sembra che l'adesione sia corretta e imposto una temperatura di estrusione a 200° nella stampa della 3DBenchy.
Il colore nero sembra sia lo stesso identico del mio attuale PLA della Geetech, quindi salto la stampa della Mini-Bobina da archivio.
A stampa finita, confronto la 3DBenchy di riferimento PLA Geetech Black con questa e, onestamente, non riesco a trovare grosse differenze.
In entrambe le stampe sono presenti piccole imperfezioni di lieve entità e anche colore, lucentezza, riflessi, sono quasi identici, tanto che senza aver messo una bandierina con la specifica, non riuscirei proprio a capire quale è di un filamento e quale dell'altro.
Faccio quindi un'ultima prova: già che è del colore giusto, lancio la stampa di 5 Mini-Bobina nera.
Immaginavo... problemi di aderenza al Bed.
In effetti nella stampa della 3DBenchy avevo erroneamente lasciato il piatto a 70°, qui invece impostando a 60° ci son problemi, ma potrebbero essere dovuti anche alla calibrazione, così procedo al livellamento.
Rilancio la stampa e ottengo lo stesso problema di aderenza; sembra quasi ci sia una sottoestrusione pazzesca.. visivamente esce poco filamento dall'ugello.
Eppure sono sicuro che l'estrusore sia regolato correttamente, quindi pulisco il piatto e riprovo.
Le provo tutte ma non riesco a stampare correttamente.... arrivo alla soluzione drastica e in Cura abbasso terribilmente la velocità del 1° strato a 15mm/s, con una larghezza al 150%, Bed a 70° e riprovo.
 Veder la stampante operare, ci si rende conto che esce un pasticcio terribile.
Veder la stampante operare, ci si rende conto che esce un pasticcio terribile.
E' vero che le bobine sono molto piccole e sottili, quindi stampe facili a difetti di adesione senza un Brim, quindi rientro in Cura e imposto un Brim a distanza di 0.3mm dalla stampa.
Tengo gli occhi puntati sul piano di stampa mentre l'estrusore lavora e sembrerebbe che il Brim sia stampato perfettamente, quindi sicuramente non è un problema di sottoestrusione.
Il primo layer procede decisamente meglio, anche se assolutamente non privo di difetti; col PLA black della Geetech queste noie non le ho mai avute, ma prima di procedere oltre con critiche gratuite, lascio finire le stampe.
Noto però che nonostante il Bed messo a 70°, nonostante il Brim, alcune linee esterne tendono a sollevarsi... pazzesco.
A fine stampa stacco i pezzi e li confronto con quelli identici ma stampati col PLA Geetech: non c'è confronto.... il problema di adesione si è fatto sentire parecchio e sui pezzi piccoli e sottili purtroppo il livello si abbassa notevolmente.
Ho anche provato a testare una temperatura di estrusione più alta, ottenendo (sembra) un'adesione maggiore.
Ancor meglio se poi abbassate bene la velocità di estrusione al primo layer!
Temperatura di Estrusione: 210°
Temperatura Bed: 70° strato iniziale - 65° successivi
Conclusioni
Sicuramente GST 3D non sarà la migliore marca del mondo e i suoi filamenti magari non vi permetteranno di ottenere la migliore stampa in assoluto, ma considerato il servizio al momento dell'ordine (materiale consegnato in meno di 3 giorni dalla Spagna), il prezzo e la qualità dei filamenti, non ci si può di certo lamentare.
Se non siete professionisti del settore e non avete l'esigenza della ricerca di un filamento perfetto a qualunque prezzo e, invece, avete bisogno di PLA in quantità per le vostre stampe hobbistiche, beh, certamente questa è un'ottima alternativa.
Con 99,9€ potete portarvi a casa 10kg di filamenti di PLA con colori a vostra scelta (tra quelli disponibili, ma nello Store GST 3D (ce ne sono ben 19!), con consegna tramite UPS gratuita.
Che volete di più?
Non sono nel settore stampa 3D da anni, ma dopo questi giorni di innumerevoli prove posso riassumervi la mia esperienza.
In genere, tutti i filamenti hanno più o meno qualche piccolo problemuccio di adesione al piatto (mentre con altre marche non ho mai avuto tutti questi problemi), ma nulla di sormontabile con qualche piccolo ritocco ai settaggi di stampa; c'è solo da trovare le corrette impostazioni.
In brevissima...:
PLA+ Crystal: buon filamento, ottime stampe grazie anche all'effetto trasparente che tende a coprire i piccoli difetti.
PLA+ Nafta Super: buon filamento, colore fantastico.
PLA+ Silver: pessimo filamento; nelle stampe ottenute sono piuttosto evidenti i difetti del PLA. Sconsigliato, nonostante il colore davvero molto particolare.
PLA+ Fluorescent Orange: ottimo filamento, colore fantastico e risultato d'effetto.
PLA+ Fuorescent Green: ottimo filamento, colore fantastico e risultato d'effetto.
PLA+ White: buon filamento, un bianco latte molto interessante.
PLA+ Black: buon filamento ma con parecchi problemi di adesione al Bed.
 Le mie considerazioni non sono "legge" ma sono puramente personali, solo il parere di un hobbista senza troppa esperienza, quindi se le riterrete non congrue con i vostri risultati, non ve la prendete troppo!
Le mie considerazioni non sono "legge" ma sono puramente personali, solo il parere di un hobbista senza troppa esperienza, quindi se le riterrete non congrue con i vostri risultati, non ve la prendete troppo!
Tanti possono essere i fattori che influenzano le stampe.. come l'umidità del filamento, per esempio...
Certo è che se già con PLA di buon livello avete problemi di adesione al piatto, credo che questi filamenti possano solo stimolarvi ad inventare nuove, complesse e fantasiose imprecazioni.
Dovrete sperimentare e cercare setup del vostro slycer che vi permetta di trovare la soluzione più idonea per ottimizzare le stampe.
Se invece avete bisogno di stampare in quantità.... allora è diverso!
Spero solo di avervi aiutato a prendere una decisione sull'ordine del PLA e vi auguro buone stampe!
- Dettagli
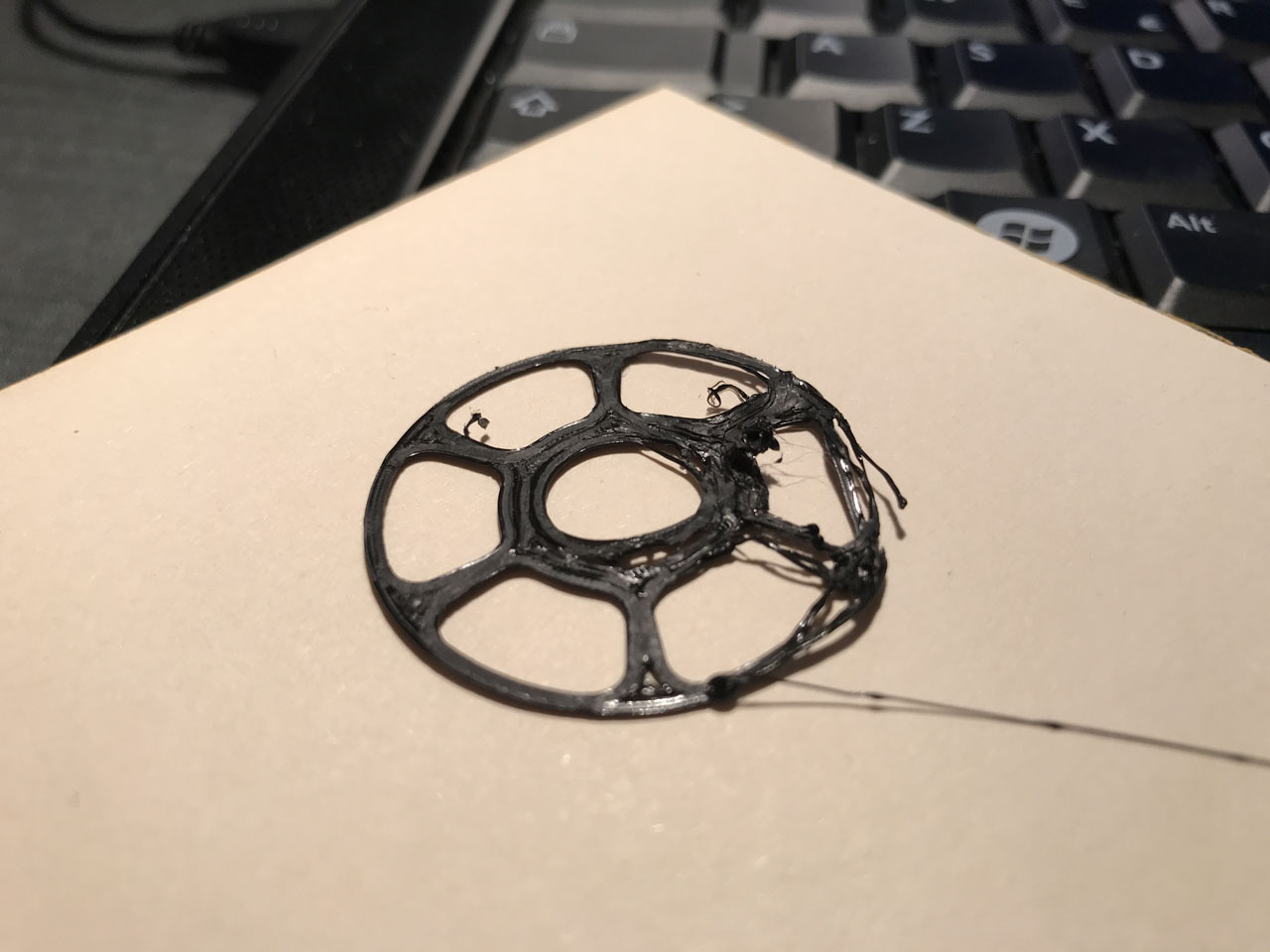
Siamo pronti ad affrontare la 5° Lezione....
Così a occhio, questa soluzione mi piace molto di più rispetto all'aggancio della Lezione precedente e mi sembra anche decisamente più semplice realizzarla.
Già riesco ad immaginare gli oggetti che voglio creare e penso quale delle due soluzioni sia la migliore....
- Dettagli
Siamo pronti ad affrontare già la nostra 4° Lezione sul disegno 3D di Fusion 360.
Nonostante io sia un completo neofita in materia, mi rendo conto che l'argomento, nonostante sia terribilmente complesso, è alla mia portata e sono quasi certo che mettendoci impegno riuscirò a raggiungere i miei traguardi: raggiungere un livello di conoscenza di disegno sufficiente da permettermi di disegnare i miei primi progetti e cominciare a pensare all'acquisto della mia prima stampante 3D.
Non vedo l'ora!
E sono certo che anche a voi prudono le mani e siete già stati OnLine a scorrere le stampanti in vendita e ne aveve già adocchiata una perfetta per voi.
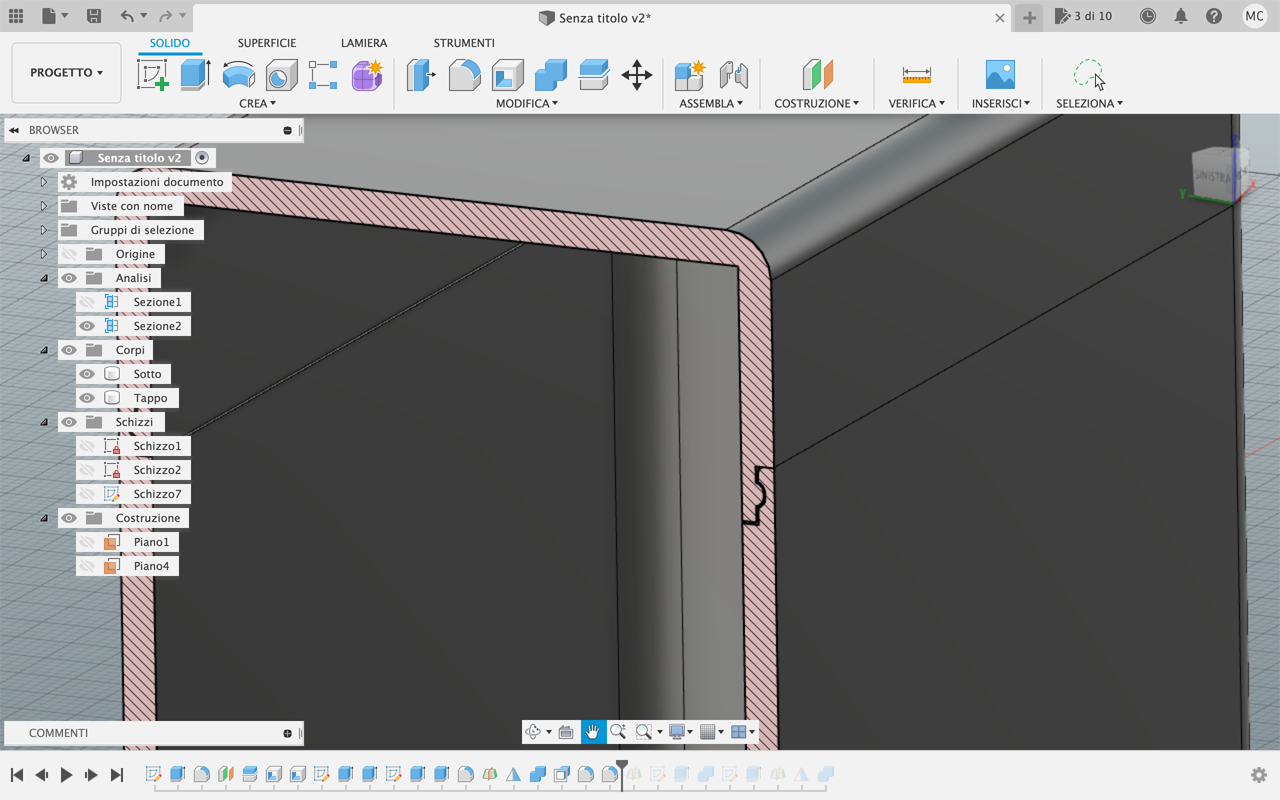
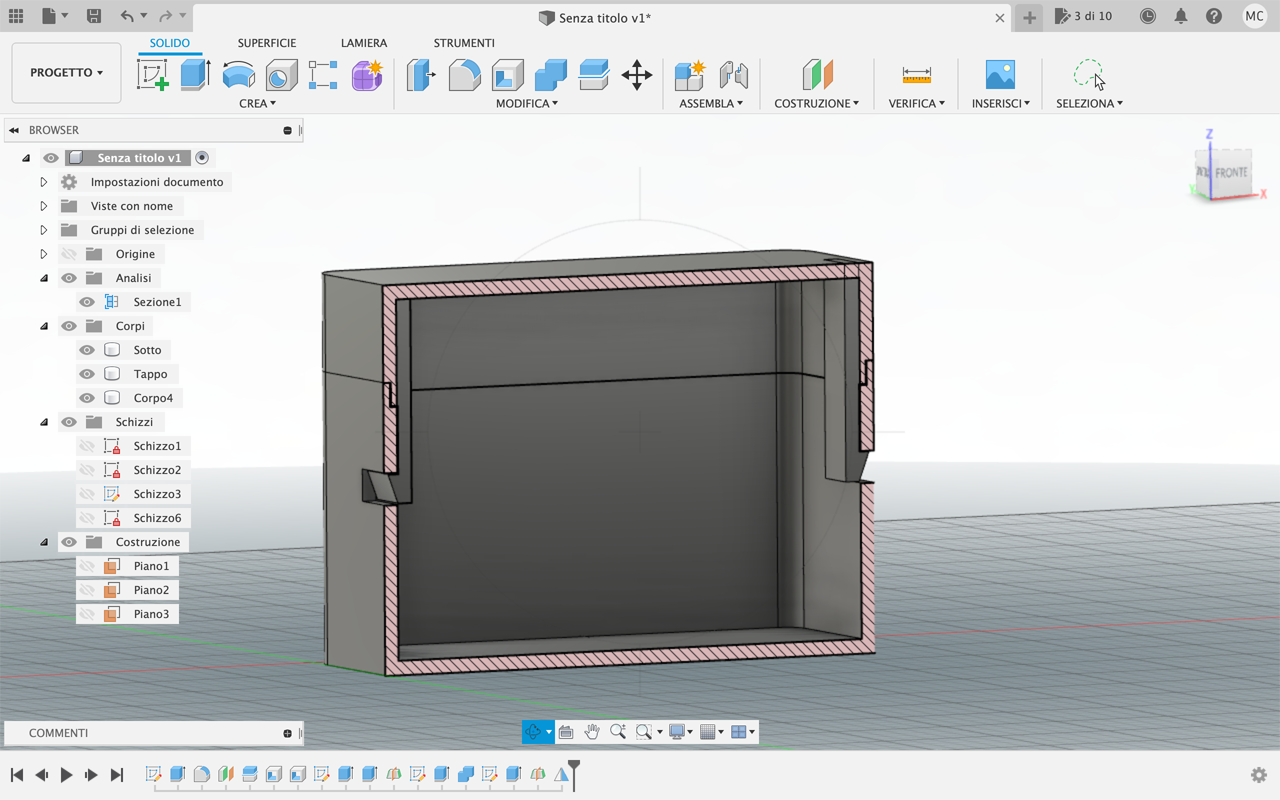
Ma facciamo le cose con calma e riprendiamo il nostro Corso con la Lezione 4 riguardante gli incastri Maschio/Femmina.
Questa lezione è particolarmente interessante e mi insegna ulteriori comandi che permettono operazioni utilissime.
A parte un paio di descrizioni errate da parte di Andrea che ci possono portare sulla strada errata durante l'esecuzione del disegno 3D (ma ben vengano, così capiamo esattamente il concetto che ci vuole trasmettere e correggiamo direttamente noi), la lezione fila via abbastanza liscia e in pochissimo tempo realizziamo la scatolina.
La prima parte della Lezione finisce e io mi prendo un momento di pausa e mi metto alla prova: voglio cercare di migliorare il primo disegno realizzato con le cose che ho imparato in queste ultime ore.
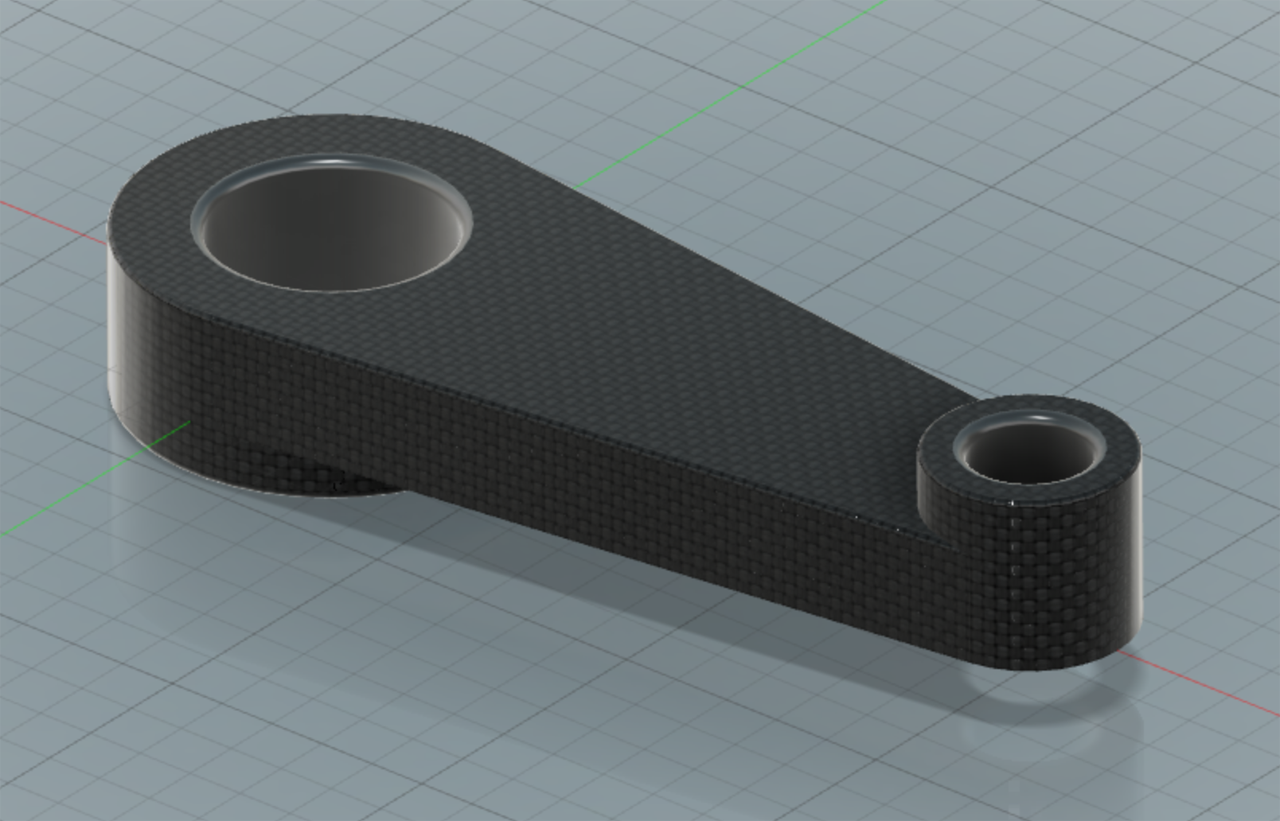
Riapro il disegno della Lezione 2 e comincio a smussare gli angoli con la funzione "Raccordo", dando una misura di 1mm per gli esterni e di 2mm per gli anelli interni, sia nella faccia sopra che in quella sotto.
Già ha cambiato completamente aspetto e sembra il risultato di un gran lavoro!
Preso dalla voglia di sperimentare, provo anche la funzione "Aspetto": seleziono le facce e cambio il materiale in carbonio per il pezzo in sè e in acciaio satinato per le boccole e gli smussi interni.
Pazzesco.... si è trasformato in 3 secondi.
Ora ho capito come fanno i professionisti... è stimolante ottenere risultati di questo tipo, soprattutto al pensiero che sino all'altro ieri, per me, questo campo era buio totale.
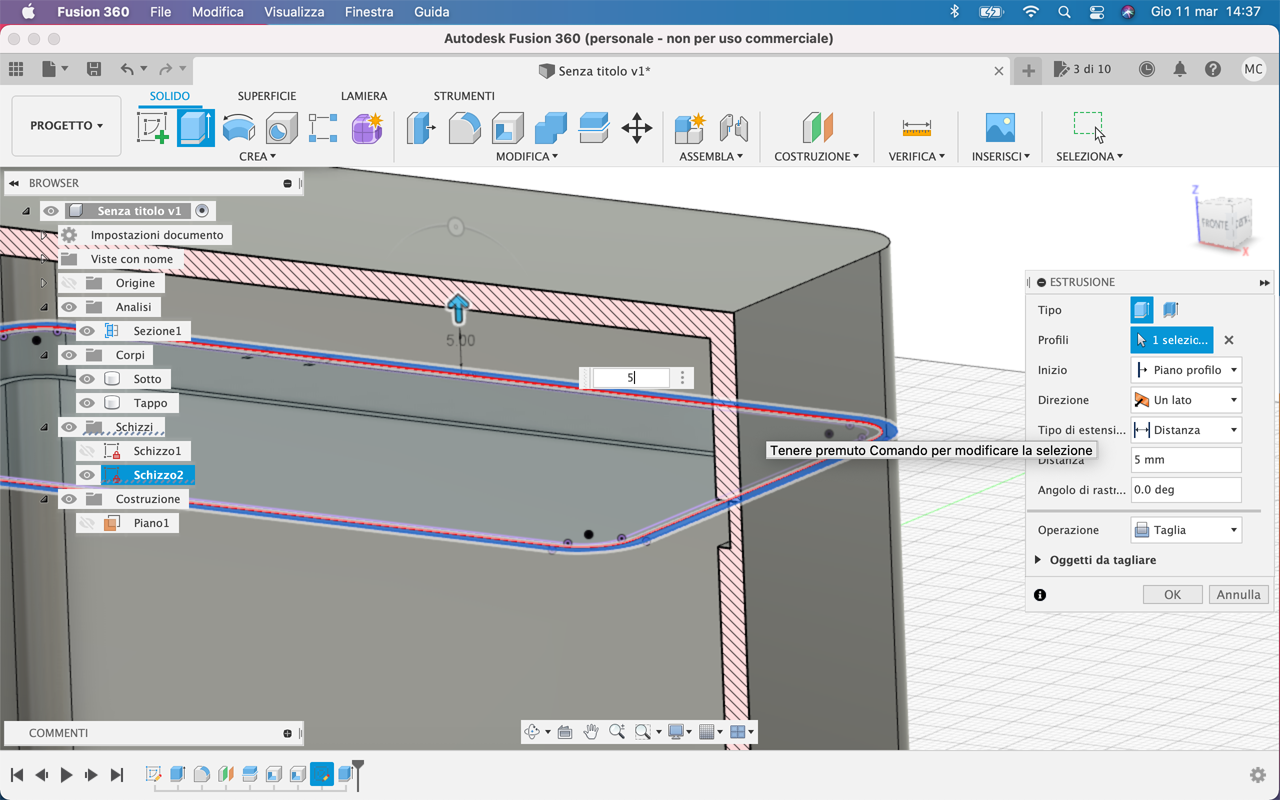
Ora siamo pronti ad affrontare la seconda parte della Lezione 4.
Andrea vola via dritto come un fuso e spesso in questa lezione vi capiterà di fermarvi e tornare indietro di qualche passaggio, ma alla fine l'argomento non è così complesso e senza troppi indugi riusciamo a finire l'esercizio proposto in poco tempo.
Proseguiamo ora con Stampa 3D - Lezione 5: Incastri per FDM cilindrici e Booleane
- Dettagli
In questo breve Video, andremo a vedere cosa significa il termine "Extrusion Width" e perchè è importante conoscerne la funzione durante i nostri progetti 3D.
Anche se non avete ancora acquistato una stampante, questa panoramica è abbastanza importante anche nell'ottica di un futuro acquisto (che ugelli acquistare, in base a cosa vogliamo realizzare?).
Fondamentalmente, non per spoilerare nulla, si tratta di "definizione della stampa", paragonabili forse ai pixel delle vostre fotografie o dei vostri monitor.