





 Come avrete ben immaginato, questa sezione si riferisce alla che livello di rifinitura volete la stampa.
Come avrete ben immaginato, questa sezione si riferisce alla che livello di rifinitura volete la stampa.
La maggior parte delle stampanti FDM (Fused Deposition Modeling) ha un Ugello standard da 0.4mm; il dato si riferisce alla sua larghezza, quindi depositerà una riga larga 0.4mm.
E questo non è un dato che possiamo modificare con un software, ma è necessario sostituire l'Ugello stesso con uno di diametro differente a seconda delle esigenze.
Normalmente questo tipo di Ugello si adatta alla maggior parte delle stampe.
Comunque, stabilito che non è possibile ritoccare la larghezza del filamento estruso, non ci resta che giocare con tutti gli altri parametri.
L'Altezza dello strato è in definitiva la scelta di quante "fette" avere nella stampa e come potete ben immaginare, abbassando tale dato si ottengono strati più bassi, gradini più bassi e le curve appaiono sempre più lisce e ben definite.
Ovviamente, se da uno strato da 0.2mm passate ad uno da 0.1mm, i layers stampati saranno esattamente il doppio.
Ciò non significa che userete doppio materiale, ma che semplicemente ci metterete esattamente il doppio del tempo.
Per verificare quel che vi sto dicendo, provate a cambiare il dato da 0.2mm a 0.1mm e verificate come è cambiato il numero dei layers e il tempo per la stampa (una volta modificato qualunque dato di stampa, è necessario cliccare su "sezionamento" in basso a destra per rielaborare il modello).
Da 13 minuti passiamo a 26 (esattamente il doppio), da 32 layers a 62 (ancora quasi il doppio) ma il materiale è sempre esattamente quello.
Immaginate una stampa molto lunga di un oggetto un po' grande... lavorando su questo dato, ora siete in grado di modificarne il tempo di stampa.
Tenete presente, però, che su pezzi molto piccoli che desiderate ben dettagliati, un layer da 0.05mm può darvi una stampa davvero molto definita, quindi valutatela quando cercate la qualità.
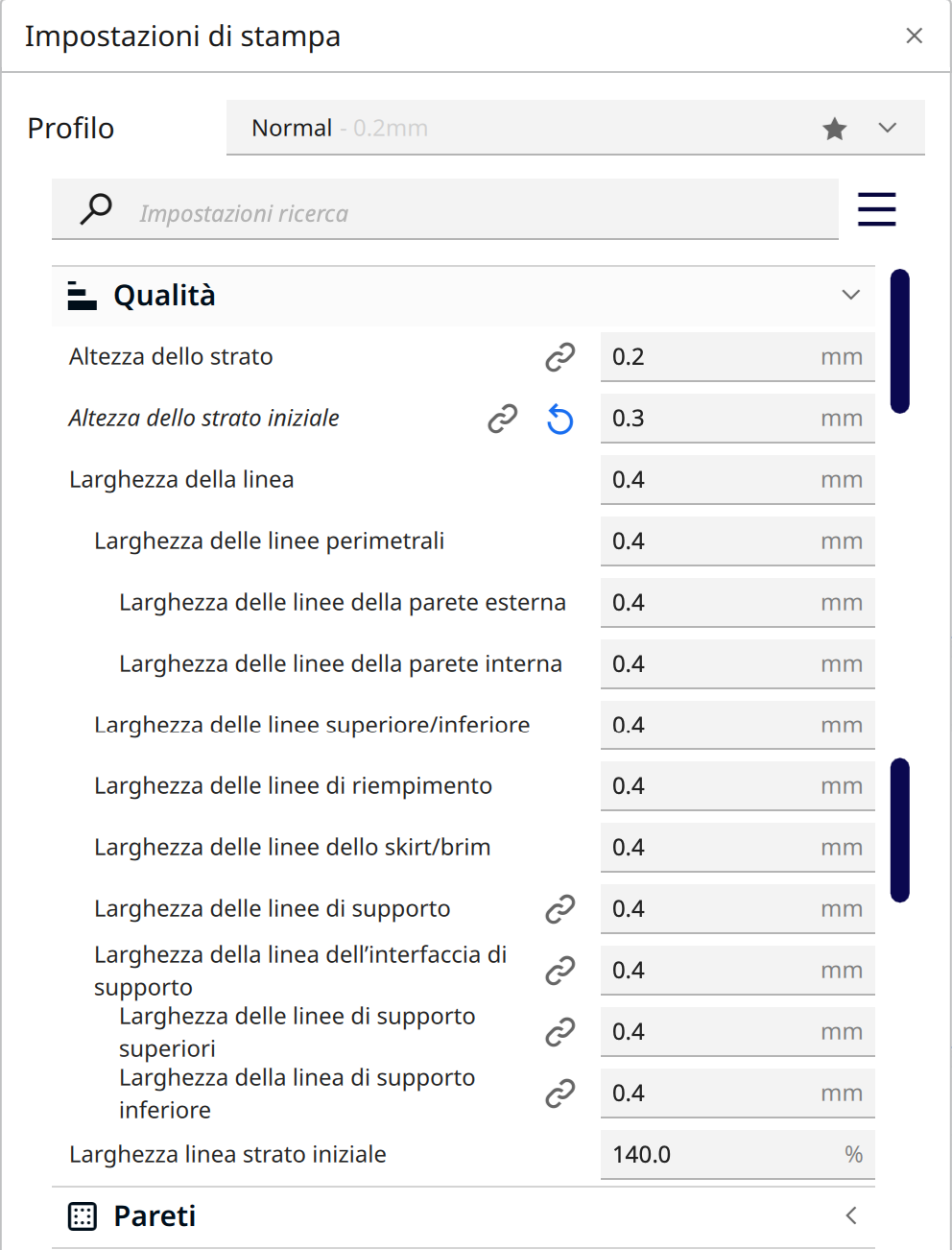
l'Altezza dello strato iniziale, invece, si riferisce appunto al primo strato che viene stampato a contatto col Piano di Stampa.
E' palese che questo strato è in pratica quello che determinerà la quantità di adesione del pezzo, quindi io sono abituato a mantenere l'altezza ad almeno 0.2mm, ma spesso vado anche sui 0.3mm.
Se il Bed è ben livellato e ben pulito, con un primo layer di queste altezze non dovreste aver alcun problema di aderenza (per pulire e livellare, potete dare una lettura agli articoli dedicati "Pulizia del Bed" e "Livellamento del Bed").
Tutti gli elementi successivi relativi alle larghezze delle linee, sono ovviamente riferiti al diametro dell'Ugello che state utilizzando, come ho appunto spiegato prima.
Nel momento in cui andrete a sostituire l'Ugello con un diametro, per esempio, da 0.6mm, tutti questi dati "0.4mm" andranno convertiti in "0.6mm".
L'ultimo dato di questa sezione, invece, si riferisce alla Larghezza linea strato iniziale ove potete inserire una percentuale di vostro gradimento.
Personalmente, preferisco questo "140%" perchè estrude un pelo in più di materiale e mi permette di ottenere un'ottima aderenza, sempre che abbiate già calibrato l'estrusione (se non sapete come fare, potete leggere l'articolo dedicato "Taratura dell'Estrusore della Stampante 3D").